Plunger Pumps &
High-pressure Systems
- Water Jetting
- Hydraulics
- Process Technics
since 1974
KAMAT GmbH & Co. KG
About KAMAT
Since 1974 KAMAT is making use of water pressure with extremely powerful and reliable high-pressure systems. The company has been developing a wide range of high-pressure technology applications. Today KAMAT designs and manufactures state of the art plunger pumps, high pressure systems as well as pump accessories. Their products convince customers in various applications worldwide; they are used in mines in Australia and on drilling rigs in the Atlantic Ocean.
Technologies
Our product range
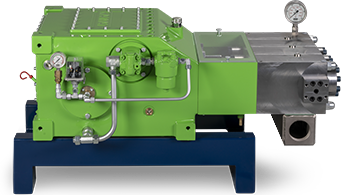
Plunger Pumps &
High-pressure Systems
- Water Jetting
- Hydraulics
- Process Technics
since 1974
Contact KAMAT
Company Contact:
KAMAT GmbH & Co. KG
Salinger Feld 10
58454 Witten
Germany
Fon: +49 2302 8903 0
Fax: +49 2302 8903 13
Mail: info(at)kamat.de
Web: www.kamat.de/en/
Personal Contact:
Mr. Andres Meyer
Business Development-Sales Director
Fon: +49 (0) 2302 890325
Mail: andreas.meyer@kamat.de
Contact regional Sales Manager:
https://www.kamat.de/en/sales-persons.html