- Progressing Cavity Pumps
- Rotary Lobe Pumps
- Multi Screw Pumps
- Peristaltic Pumps
- Hygienic Pumps
since 1952

IMAGE VIDEO
About NETZSCH
NETZSCH Pumps & Systems is part of the NETZSCH Group, a mid-sized, family-owned company. For more than 60 years, NETZSCH Pumps & Systems has served markets worldwide with different pump technologies, systems and accessories. NETZSCH also provides customised, sophisticated solutions for applications in every type of industry.
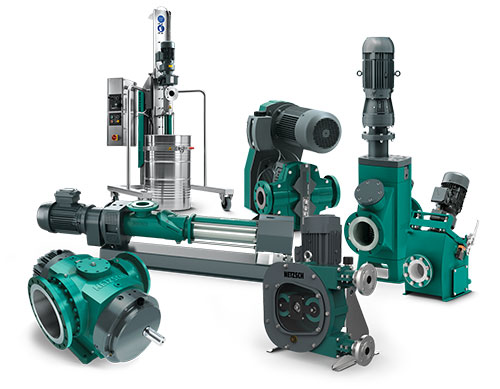
Technologies
Our product range
- Progressing Cavity Pumps NEMO®
- Rotary Lobe Pumps TORNADO®
- Multi Screw Pumps NOTOS®
- Peristaltic Pumps PERIPRO
- Hygienic Pumps for Food & Pharmacy
- Mobile Pumps
- Grinding Machines
- Barrel Emptying Systems
- Dosing Systems
Contact NETZSCH
Company Contact:
NETZSCH Pumpen & System GmbH
Geretsrieder Straße 1
84478 Waldkraiburg
Germany
Fon: +49 8638 63-0
Fax: +49 8638 67981
Mail: info.nps(at)netzsch.com
Web: www.netzsch.com
Personal Contact:
Mr. Michael Groth, Dipl. Ing. (FH)
Head of Global Business Field Environmental & Energy
Phone: +49 8638 63 2206
Mobile: +49 172 6607138
Mail: michael.groth(at)netzsch.com
Mr. Roger Willis
Head of Global Business Field Chemical, Pulp & Paper
Phone: +49 8638 63 2182
Mobile: +49 172 6607138
Mail: roger.willis(at)netzsch.com